
ëC - ŧŊĀwķāÅ_ëCÍŽē―ŋØÖÆ―âQ·―°ļ
http://m.ntdcjs.com.cn§(dĻĢo)ŨxĢš
ŋØÖÆ·―°ļĢš
1ĄĒÏĩ―y(tĻŊng)―MģÉĢš
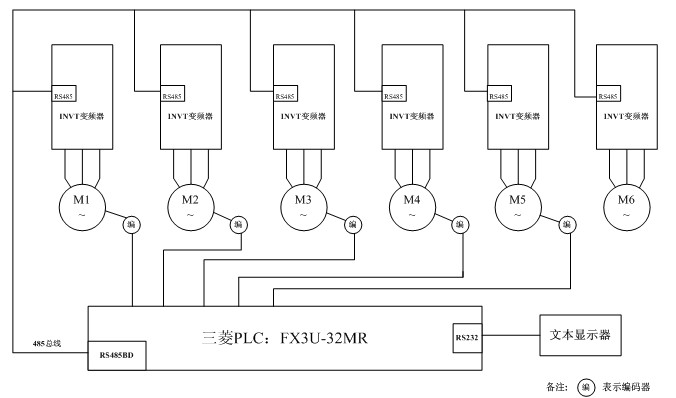
ÔŋØÖÆÏĩ―y(tĻŊng)ÓÉČýÁâPLCĢĻFX3U-32MRĢĐĄĒNEMICONūīaÆũĄĒÓĒÍþōvŨîlÆũĄĒŪē――ŧÁũëCšÍÎÄąūï@ĘūÆũ―MģÉĄĢ
ÔÏĩ―y(tĻŊng)ŌÔPLCéÖũŋØÆũĢŽēÉÓÃMODBUSËĘ
f(xiĻĶ)ŨhĢŽÍĻß^RS485ŋūŽF(xiĻĪn)PLCÅc ÐÐI(yĻĻ)š―éĢš
ŧŊĀwÐÐI(yĻĻ)Éæž°Ōŧ·NUūÛõĨËÜÁÏÔŲÉúļÄÐÔžÖÆēîeŧŊĄĒđĶÄÜŧŊĀwūSÉúŪa(chĻĢn)đĪËĢŽÆäĖØÕũÔÚÓÚËüŌÔUūÛõĨËÜÁÏéÖũÔÁÏžÓČëēŧïšÍūÛõĨĄĒāą―ķþžŨËáķþÐÁõĨĩÄÝoÁÏÖÆģÉÔÁÏĢŽÔŲžÓČëķā·NÖúĐĩÄÍ(fĻī)ÅäÖúĐßMÐÐļÄÐÔĢŽ―(jĻĐng)DšČÛČÚĢŽß^Vģé―zĢŽÔŲ°īģĢŌ(guĻĐ)·―·ĻßMÐÐ ŋÉėĩČšóÐōđĪËĖĀíĄĢĘđūÛõĨËÜÁÏÔŲÉúž―zĢŽŨUéĢŽ―âQÁËh(huĻĒn)ūģÎÛČūĢŽÍŽrĀwūSūßÓÐķā·NÐÎ îĢŽŋÉČūÉŦĢŽŧėžŪa(chĻĢn)Æ·ÉŦÉõrÆGĄĒĘčËÉĄĒČáÜĢŽļųþ(jĻī)ÓÃôÐčŌŠŋÉÉúŪa(chĻĢn)ķā·NđĶÄÜĩÄĀwūSĄĢ
ŋØÖÆŌŠĮóĢš
ÔÚŧŊWĀwūSđĪËÖÐĢŽÐčĒūßÓÐŌŧķĻÁĶĩÄ―zÆŽÎÕģÖĢŽēĒžŪÆäÅc ŋÉėCÖŪégĩÄËŲķČąČĢŽĶ―zÆŽßMÐÐĀÉėĄĢéÁËMŨãđĪËŌŠĮóĢŽÐčĶ6Å_ ŋÉėCŽF(xiĻĪn)ËŲķČąČÍŽē―ŋØÖÆĄĢ
ŋØÖÆŌŠĮóČįÏÂĢš
1ĄĒËųÓÐ ŋÉėëCÓÉŨîlÆũßMÐÐÕ{(diĻĪo)ËŲĢŧŨîlÆũĩÄîlÂĘŋØÖÆÓÉPLCÅcŨîlÆũĩÄÍĻÓŽF(xiĻĪn)ĄĢ
2ĄĒ6Å_ëCūų§pËŲÆũĢŽ1-6ĖëCĩÄpËŲąČ·Öeé29ĢŽ25ĢŽ7.1ĢŽ9ĢŽ4ĢŽ23ĄĢ
3ĄĒÓÐĘÖÓÅcŨÔÓĮÐQđĶÄÜĢŽĘÖÓrĢķŨîlÆũÄÜΊžÓĄĒpËŲß\ÐÐÅcÍĢÖđĢŧÔÚŨÔÓrĢŽŋÉÍŽržÓËŲŧōÍŽrpËŲĢŧÔO(shĻĻ)ŋĒÓž°ŋÍĢÖđĄĢēĒūßÓÐÍĢÜą§élđĶÄÜĄĢ
4ĄĒÔO(shĻĻ)žÓËŲ°īâošÍpËŲ°īâoĢŽ°īŨĄ°īâoūÍÓОÓËŲŧōpËŲĢŽËÉé_°īâoūÍÍĢÖđžÓËŲšÍpËŲĢŪ
ŨÔÓrĢŽŪŌŧÖą°īpËŲ°īâoĢŽ4ĖëCĩÍËŲķČÄÜÔÚ6.5Hzß\ÐÐĢŽÖŧÓаīÍĢÖđēÅŋÉÍĢÏÂíĄĢ
5ĄĒËŲķČąČĀýŋÉÕ{(diĻĪo)ÕûĢŽÓÉÎÄąūï@ĘūÆũÔO(shĻĻ)ÖÃĄĢÎÄąūï@ĘūÆũÅcPLCßB―ÓĄĢ6Å_ëCŌÔ4ĖëCéŧųĘĢŽ°īÆäŨËŲšóĩÄÏāŠ(yĻĐng)ËŲąČß\ÐÐĢŽēĒąĢģÖÔÚŨÔÓrĩÄËŲąČÍŽē―ŋØÖÆĄĢ
6ĄĒēÉÓÃPLCéÖũŋØÆũĢŽūīaÆũé·īðŅbÖÃĢŽēĒ·īðĩ―PLCĄĢĢĻĢķÅ_ëCÖÐĮ°ĢĩÅ_ÓÐūīaÆũ·īðĢŽĩÚ6Å_ëCŌōŋØÖÆūŦķČŌŠĮóēŧĢŽ]ÓÐūīaÆũ·īðĢĐĄĢ
ŋØÖÆ·―°ļĢš
1ĄĒÏĩ―y(tĻŊng)―MģÉĢš
ÔŋØÖÆÏĩ―y(tĻŊng)ÓÉČýÁâPLCĢĻFX3U-32MRĢĐĄĒNEMICONūīaÆũĄĒÓĒÍþōvŨîlÆũĄĒŪē――ŧÁũëCšÍÎÄąūï@ĘūÆũ―MģÉĄĢ
ÔÏĩ―y(tĻŊng)ŌÔPLCéÖũŋØÆũĢŽēÉÓÃMODBUSËĘ
f(xiĻĶ)ŨhĢŽÍĻß^RS485ŋūŽF(xiĻĪn)PLCÅc6Å_ŨîlÆũĩÄÍĻÓĢŽÍĻß^ūīaÆũ·īðĩ―PLCŽF(xiĻĪn)ËŲķČĩÄé]h(huĻĒn)ŋØÖÆĄĢČËC―įÃæËųēÉÓÃĩÄÎÄąūï@ĘūÆũĢŽÍĻß^RS232―ÓŋÚÅcPLCūģĖŋÚßMÐÐÍĻÓßB―ÓĄĢ
2ĄĒŋØÖÆ˞·Ģš
ÔÚßMÐÐPLCūģĖrĢŽŽF(xiĻĪn)485ŋūÅcķāÅ_ŨîlÆũĩÄÍĻÓŋØÖÆĄĢPLC°l(fĻĄ)ģöĩÄß\ÐÐÖļÁîÐÅĖŋØÖÆÃŋÅ_ŨîlÆũĩÄÆðÍĢĢĻÍâēŋķËŨÓÐÅĖĢĐĢŽËų°l(fĻĄ)ģöĩÄîlÂĘ―oķĻÐÅĖ°l(fĻĄ)ËÍĩ―ÃŋÅ_ŨîlÆũĢŽíŋØÖÆëCĩÄÞD(zhuĻĢn)ËŲĄĢŌÔ4ĖëCéŧųĘĢŽ4ĖūīaÆũzyĩÄËŲķČĢŽ·īðĩ―PLCĢŽPLCÍĻß^ÏāęP(guĻĄn)ĩÄąČÂĘĄĒËŲąČÞD(zhuĻĢn)QĩČß\ËãšóĢŽŨũéÆäËüŨÅ_ŨîlÆũĩÄÏāŠ(yĻĐng)îlÂĘĩÄ―oķĻĄĢÆäËüëCĩÄūīaÆũĢĻ6ĖëCģýÍâĢĐzyĩ―ŪĮ°ĩÄß\ÐÐËŲķČĢŽÅc―oķĻĩÄËŲķČÏāąČÝ^ĢŽËųŪa(chĻĢn)ÉúĩÄÆŦēîÓÉPLCßMÐÐÕ{(diĻĪo)đ(jiĻĶ)ĢŽÕ{(diĻĪo)đ(jiĻĶ)šóĩÄîlÂĘÍĻß^485ŋū°l(fĻĄ)ËÍĩ―ÏāĶŠ(yĻĐng)ĩÄŨîlÆũÉÏĢŽČįīË·īÍ(fĻī)ĄĢ
Ïĩ―y(tĻŊng)ÔĀíŋōDČįÏÂĢš
3ĄĒ
Ēĩ(shĻī)ÔO(shĻĻ)ÖÃĢš
6Å_ĘļÁŋĘ―ŨîlÆũ(CHV)ĩÄÖũŌŠ
Ēĩ(shĻī)ÔO(shĻĻ)ÖÃČįÏÂĢš
P0.00 0ŧō2
P0.01 1
P0.03 7
P0.11 15
P0.12 10
PC.00 (1-6Ė·ÖeĘĮ1,2,3,4,5,6)
PC.01 4
PC.02 4
4ĄĒÏĩ―y(tĻŊng)ĖØücĢš
Û`ŨCÃũĢŽß@·NŋØÖÆ·―Ę―ÍĻÓÃÐÔĢŽÓB(tĻĪi)íŠ(yĻĐng)ŋėËŲĢŽËŲķČŋØÖÆūŦķČĢĻŋÉß_0.1%ĢĐĢŽÏĩ―y(tĻŊng)·(wĻ§n)ķĻŋÉŋŋĄĢéŨîlÕ{(diĻĪo)ËŲÖÐĩÄ―(jĻĐng)ĩäŠ(yĻĐng)ÓÃĄĢ
 ÉÏŌŧlĢšČýÁâQ172LX PLCÐÍĖMELSEC FX2N-128MT ČýÁâFX1S 30MR
ÉÏŌŧlĢšČýÁâQ172LX PLCÐÍĖMELSEC FX2N-128MT ČýÁâFX1S 30MR ÏÂŌŧlĢšČýÁâQ2MEN-2MBF MITSUBISHI FX1N-24MP AJ65VBTCU
ÏÂŌŧlĢšČýÁâQ2MEN-2MBF MITSUBISHI FX1N-24MP AJ65VBTCU